HƯỚNG DẪN LẬP TRÌNH PLC MITSUBISHI PHÁT XUNG ĐIỀU KHIỂN SERVO


- Ngày đăng: 15-11-2022
Drive và Motor Servo được sử dụng khá phổ biến với các chế độ điều khiển; – Điều khiển vị trí: quay động cơ với một số vòng quay được xác định trước. Ứng dụng nhiều trong các hành trình kéo sản phẩm như máy cắt bao bì, máy đóng gói. Động cơ sẽ kéo bao bì đúng theo chiều dài túi được đặt trước. – Điều khiển tốc độ: duy trì bám sát tốc độ được cài đặt. Ví dụ có thể ứng dụng trong việc đồng bộ tốc độ của dao cắt với tốc độ sản phẩm đưa vào trong dao chặt giấy bao bì carton, máy đóng gói dạng nằm, … – Điều khiển lực căng: nổi bật trong các ứng dụng kéo dây, việc duy trì ổn định lực căng, momen xoắn đầu trục động cơ sẽ không làm trùng hoặc căng đứt dây.
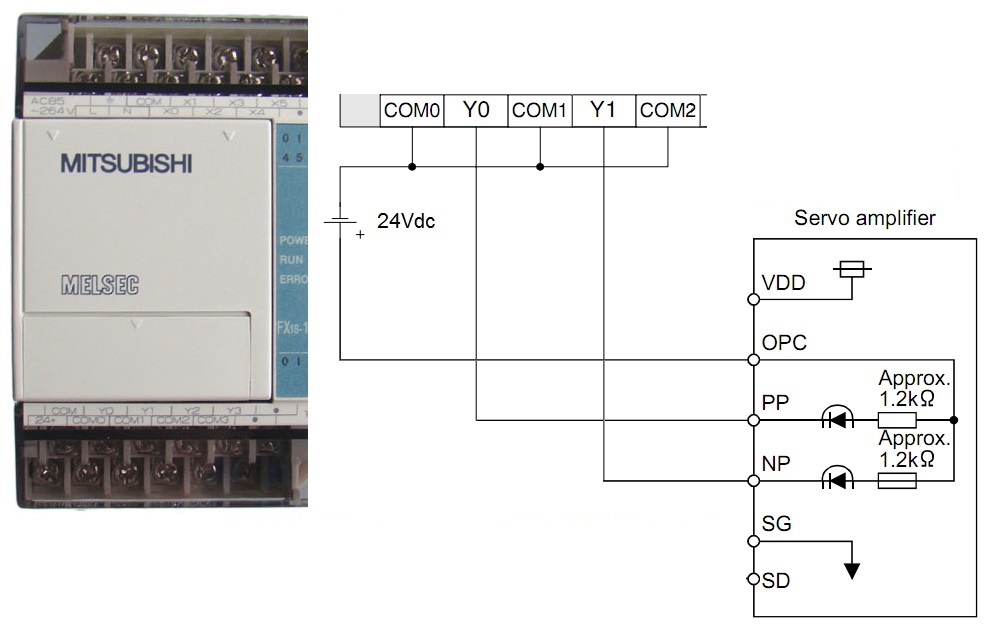
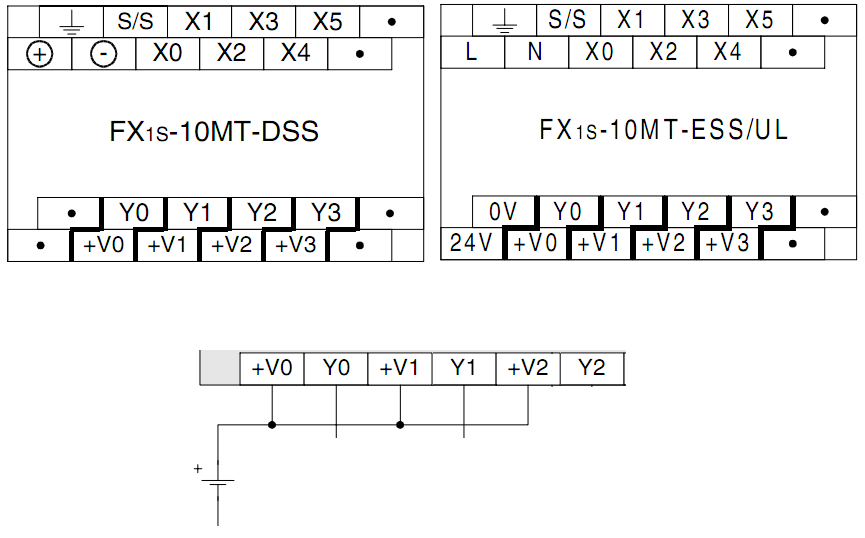
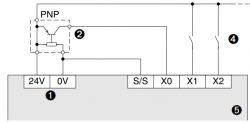
Sơ đồ đấu nối PLC Mitsubishi phát xung điều khiển Servo
Lệnh phát xung trong PLC Mitsubishi
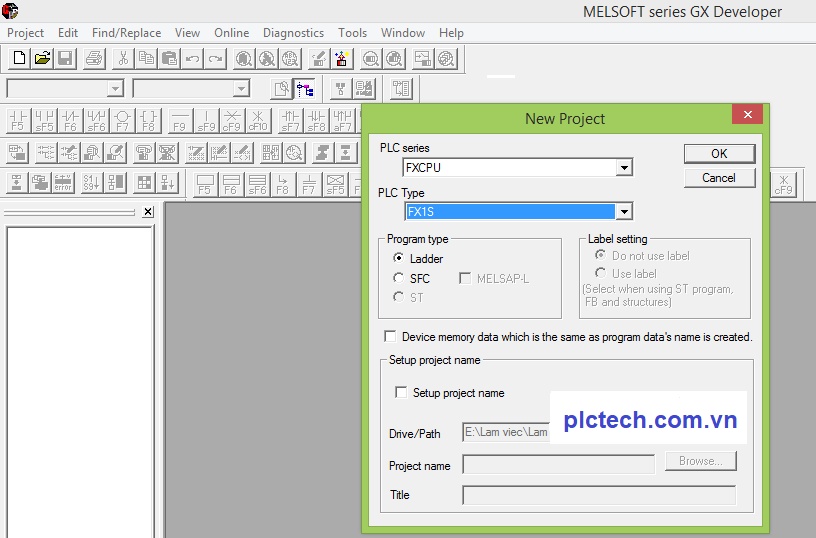
Lập trình PLC Mitsubishi phát xung điều khiển Servo
-
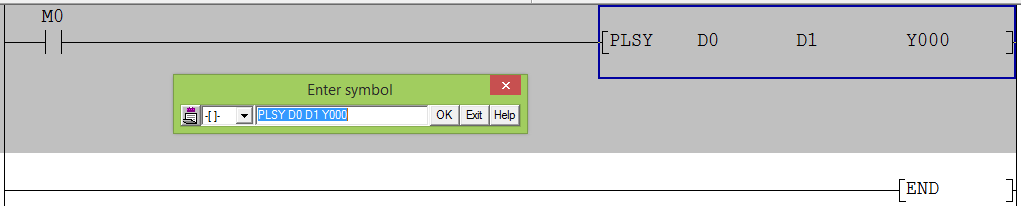
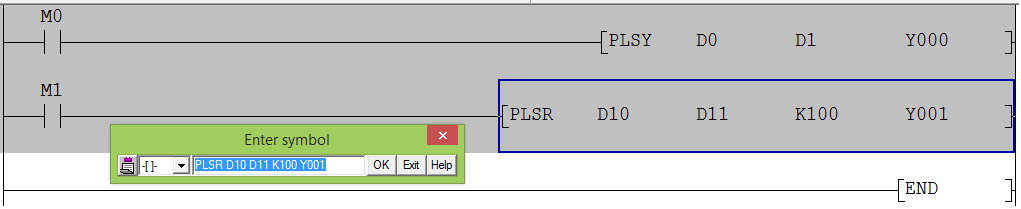
- Ý nghĩa của lệnh : PLSY D0 D1 Y000 :
-
- D0 : Tần số xung sẽ phát ra, việc này quyết định tốc độ của Servo.
-
- D1 : Số xung sẽ phát ra khi lệnh PLSY được kích hoạt.
-
- Y000 : là cổng phát xung Y000 được lựa chọn.
-
- Ý nghĩa của lệnh phát xung PLSR D10 D11 K100 Y001:
-
- D10 : Tần số xung sẽ phát ra.
-
- D11 : Số xung sẽ phát ra khi lệnh PLSR được kích hoạt.
-
- K100 : Thời gian tạo quá trình tăng tần số và giảm tần số khi thực hiện lệnh. Tính theo đơn vị ms.
Bước 4: Biên dịch chương trình nạp xuống PLC, Online chương trình để theo dõi, nạp thử tần số 10.000Hz, số xung 25.000 xung xuống PLC và chạy thử lệnh.
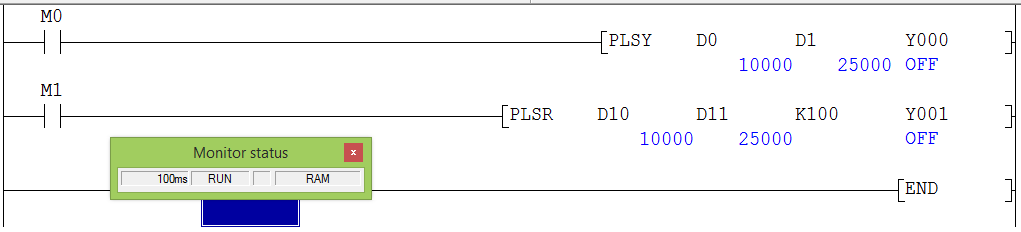
Biên dịch chương trình nạp xuống PLC, Online chương trình để theo dõi, nạp thử tần số 10.000Hz, số xung 25.000 xung xuống PLC và chạy thử lệnh.
Các tính toán số xung cần chạy theo chiều dài, vị trí thực tế khi điều khiển Servo
– Giả sử chúng ta vẫn sử dụng MelServo Mitsubishi MR-J2S-70A, với độ phân giải và hệ số chia mặc định CMX =1 / CDV = 1 ( đây là hai tham số cài đặt trong tài liệu hướng dẫn của MR-J2S-__A) , servo sẽ hiểu 1 vòng quay có 131072 xung.
– Giả sử tiếp theo là hệ thống của chúng ta, mỗi vòng quay của servo sẽ làm phần dịch chuyển với độ dài 25cm.
– Như vậy PLC phát ra 131072 xung sẽ làm servo dịch chuyển 250 mm.
– Vậy giờ nếu muốn Servo chạy đủ chiều dài 350 mm, PLC sẽ phải phát ra số xung là : 350 / 250 * 131072 = 183500.8 xung ~= 183501 xung.
Sai lệnh 0.2 xung do chúng ta để hệ số mặc định, số xung lẻ. Trong thực tế cũng không loại trừ các kính thước lẻ. Việc một vòng quay có tới 131072 step mà xảy ra sai lệch dưới 1 xung thì khó tránh khỏi. Để loại trừ, chúng ta sẽ cài đặt chuyên sâu hơn bằng các tính toán tỷ số truyền, bước vít me, và chọn các thông số được sản xuất một cách chính xác.
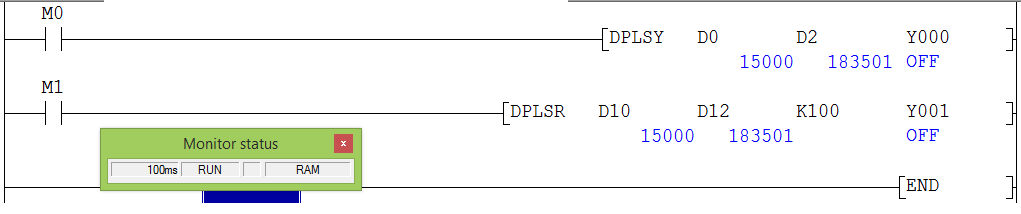
Tính toán tần số phát xung theo tốc độ Servo:
Trên đâu là hướng dẫn cơ bản nhất về lập trình PLC Mitsubishi phát xung điều khiển Servo. Bài viết dựa trên kinh nghiệm và có sưu tập tài liệu nên không tránh khỏi thiếu sót. Mọi đong góp ý kiến, các bạn vui lòng để lại bình luận cho chúng tôi.
Nếu bạn đang có nhu cầu tìm hiểu về Lập trình PLC Mitsubishi phục vụ cho học tập hay công việc, bạn có thể tham khảo khóa học Lập trình PLC từ cơ bản tới nâng cao của chúng tôi. Click để biết thêm thông tin chi tiết khóa học tại đây:
· Lập trình điều khiển động cơ Servo
Tất cả tài liệu: https://smartplc.com.vn/tai-lieu-ky-thuat.htm
Thông tin liên hệ
TRUNG TÂM TỰ ĐỘNG HÓA CÔNG NGHỆ ALPHA TECH PLC
Hà Nội: Tầng 8, Tòa nhà 169 Nguyễn Ngọc Vũ, Phường Trung Hòa, Quận Cầu Giấy, Hà Nội
SĐT/Zalo: 0988 803 232
Website: https://smartplc.com.vn/
Fanpage: https://www.facebook.com/daotaoplcalphatech
Email: infor.smartplc@gmail.com
Bài viết khác
-

HƯỚNG DẪN SỬ DỤNG PHẦN MỀM PLC FX-TRN-BEG-E
- Ngày đăng: 27-01-2023
- Lượt xem: 1334
Phần Mềm PLC FX – TRN – BEG – E dùng để training cho các bạn mới tiếp cận với PLC. Phần mềm sẽ hướng dẫn các câu lệnh lập trình cùng các bài tập kèm theo từ cơ bản tới nâng cao cùng với hình ảnh mô phỏng trực quan, hệ thống chấm điểm giúp cho người mới học lập trình PLC Mitsubishi tiếp cận nhanh nhất với hãng PLC này cũng như phần mềm lập trình của hãng.
-

HƯỚNG DẪN LẬP TRÌNH PLC MITSUBISHI VỚI CÁC LỆNH CƠ BẢN
- Ngày đăng: 27-01-2023
- Lượt xem: 3749
PLC Mitsubishi là một sản phẩm của tập đoàn Mitsubishi Electric – Tập đoàn về công nghệ hàng đầu của Nhật Bản. PLC hãng Mitsubishi được ứng dụng rộng rãi trong bộ điều khiển các hệ thống trong công nghiệp, từ đơn giản đến phức tạp.
-
6 LỆNH LẬP TRÌNH PLC MITSUBISHI CƠ BẢN
- Ngày đăng: 28-11-2022
- Lượt xem: 8417
Bài viết sẽ giới thiệu 6 lệnh lập trình PLC Mitsubishi cơ bản nhất. Lưu ý: Cần đọc kỹ tính năng của từng lệnh để sử dụng chúng trong chương trình được hợp lý.
-
3 LỆNH SO SÁNH TRONG LẬP TRÌNH PLC MITSUBISHI
- Ngày đăng: 28-11-2022
- Lượt xem: 15875
Các lệnh so sánh trong Lập trình PLC thường được sử dụng để thực hiện một phép toán so sánh (lớn hơn, nhỏ hơn, bằng, khác,…). Kết quả của phép toán so sánh này sẽ được sử dụng để thực hiện các lệnh khác. Ở bài viết này ALPHA TECH PLC xin chia sẻ kiến thức với bạn đọc về 3 Lệnh So Sánh Trong Lập Trình PLC Mitsubishi nhất định bạn phải biết.
-
CÁCH ĐẤU DÂY NGÕ VÀO SỐ CỦA PLC MITSUBIHI
- Ngày đăng: 23-11-2022
- Lượt xem: 2306
Ngõ vào PLC Mitsubishi nói riêng và các loại PLC khác nói chung đều có hai cách đấu dây ngõ vào số (Digital Input) kiểu Sink và Source. Đầu vào Digital là các cảm biến, nút bấm, công tắc…Bài viết xin chia sẻ cách đấu dây ngõ vào số của PLC Mitsubishi theo 2 kiểu Sink và Source.